Episode 4 – Nailer Recommendation for Engineered Flooring.
Within many flooring companies, it has become standard to install laminated flooring with a 20 gauge flooring stapler or ‘floor runner’. While engineered flooring may sometimes be confused with being “laminated”, they are different materials and cannot be installed with the same fastener.
Most laminated floors are thinner (1/4” – 1/2”) and constructed of a composite material that may require a thin gauge staple so that the fastener does not telegraph into the face of the material. Engineered flooring is usually constructed of plies of plywood or sometimes fillets and glued together in opposing layers. The final material thickness can range from 3/8” to 3/4”. With this additional thickness, a 20 gauge flooring stapler that may be sufficient for a laminate floor will not have the holding power to properly fasten an engineered floor.
The main reason this is not a suitable fastener is because a 20 gauge ‘floor runner’ can only accept a staple length of 1”. Inserting a 1” staple at the industry standard of 45 degrees into a 9/16” flooring, you are only penetrating into the subfloor about a 1/16 of an inch. This is not nearly enough holding power to hold down hardwood flooring and will come loose from the subfloor when that floor goes through any seasonal changes.
A common recommended fastener for engineered flooring is an 18 or 20 gauge staple or cleat in a nailer that will accept a fastener length up to 1-1/2”. There are many manufactures that make a gun that will accept these fasteners. Two nailers we have seen to be very versatile are the Powernail 50P and 50F that are pictured below.
The 50P and 50F are 18 gauge cleat nailers that have many options, but one particular option that makes these guns versatile is the option to adjust the foot to the flooring thickness you are working with. The 50P is mallet actuated and the 50F a trigger pull, both will fasten flooring from 3/8” to 3/4”, utilizing a cleat 1” to 1-3/4” in length, allowing for the correct fastener penetration into the subfloor.
On the opposite side of this concern, using a standard hardwood flooring fastener (15.5 gauge staple or 16 gauge cleat) on engineered flooring may provide the correct subfloor penetration, but you will risk the fastener telegraphing through the surface of flooring.
As always, check with the installation guidelines of the material you are working with as most flooring manufactures have suggested guns to install their flooring. You may find that most recommend the 50P or 50F.
In addition to utilizing the correct fastener, you may also want to read one of our other episodes; Episode 1 – Adhesive Assist with Fastener to aid in the fastening of the wider engineered floors.
Additional information can be acquired from the manufacturer’s technical department of the products used on your floor. The National Wood Floor Association (NWFA) can be an additional resource. They can be reached at 800-422-4556 or online at www.woodfloors.org.
Did you know Gehl Flooring Supply also provides underlayments for hardwood flooring installations? Check out our additional product offerings by clicking on the categorical menu bar at the top of this page.
All wood flooring is not created equally. From the differences in species, to the tree, to how and where it is grown, to where it is sawn and how it is dried, to how it is milled and manufactured, many important aspects can affect the performance and appearance of installed wood flooring. The way the wood is cut affects how it is dried, how it will look, and how it will perform in the home or office once it is installed.
For purely aesthetic considerations, the exposed grain is key to the character and look of the flooring. For performance considerations, the grain direction (whether running lengthwise, side-to-side, top-to-bottom, or across at angles) dictates how the wood will perform when exposed to humid or dry conditions.
Wood is a three-dimensional, anisotropic, and hygroscopic material.
A hygroscopic material is a substance that can absorb and retain moisture or lose or throw off moisture. Wood and wood products are hygroscopic. Wood expands with absorption of moisture, and dimensions become smaller when moisture is lost or thrown off.
An anisotropic material refers to a substance that has different physical properties when measured in different directions. The shrink/swell properties and the strength properties of wood differ in every direction.
The angle of the annual growth rings changes the look of the floor, and it determines the dimensional properties, as well. The strain characteristics of each of these cuts of wood are affected by the grain angle, which describes the orientation of the growth rings with respect to the wide face of the board. These grain angles reflect the path in which the water moves through the wood. Wood will either shrink or swell depending on the moisture gained or lost.
The shrink/swell properties in wood are unequal along the three primary directions (longitudinal, tangential, and radial) of any piece of wood. Wood shrinks and swells the most circumferentially around the growth rings (tangentially), about half as much across the rings (radially), and only in minuscule amounts along the grain (longitudinally). The strength properties in wood also vary along these three primary directions.
There are seven cuts from which wood can be cut from the log and used for flooring, each of which has its own unique characteristics:
PLAINSAWN
Wood that is cut parallel to the growth rings so that the grain angle is from 0° to 45° to the wide face of the board (a tangential cut) is called plainsawn in hardwoods (flatsawn in softwoods). Plainsawn flooring is more dimensionally stable in thickness (radially) and less stable in width (tangentially). Tangential movement of wood is a measurement of the amount the wood shrinks or swells across the circumference of the growth rings. Average values for tangential shrinkage from fiber saturation point to oven-dry are between 5-15 percent for most species of wood.
QUARTERSAWN
Wood that is cut perpendicular to the growth rings so that the grain angle is from 45° to 90° to the wide face of the board (a radial cut) is called quartersawn in hardwoods (vertical-grain in softwoods). Quartersawn lumber is more dimensionally stable in width (radially) and less stable in thickness (tangentially). Radial movement of wood is a measurement of the amount the wood shrinks or swells perpendicular to the growth rings. Average values for radial shrinkage from fiber saturation point to ovendry are between 2-8 percent for most species of wood.
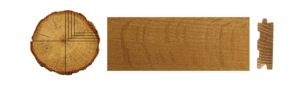
RIFTSAWN
Wood that is cut neither parallel nor perpendicular to the growth rings so that the grain angle is from 30° to 60° to the face of the board is known as riftsawn in hardwoods (bastard-sawn in softwoods). This cut is more stable than the plainsawn cut, but not quite as stable as a true quartersawn cut. Clearly, there is some cross-over between the angle of the cut for quartersawn and for riftsawn. These two cuts commonly are sold together.
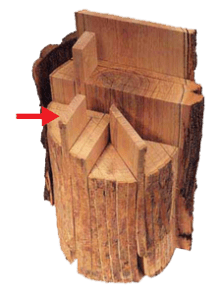
LIVESAWN
Wood that is cut from the outside diameter through the heartwood incorporating the full range of the previous characteristics on the face of the board is known as livesawn material. This cut of wood is typically wider and incorporates all of the previously described dimensional stability and aesthetic characteristics of plainsawn, quartersawn, and riftsawn.
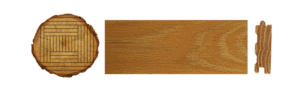
END-GRAIN
A cross-section of wood is cut perpendicular to the grain, or the surface exposed by such a cut. End-grain is wood that is cut so that the face of the board surface exposes the ends of the growth rings. This also is known as the transverse cut. End-grain flooring will shrink and swell according to the tangential value in the direction across the circumference of the growth rings, with essentially no movement in thickness.
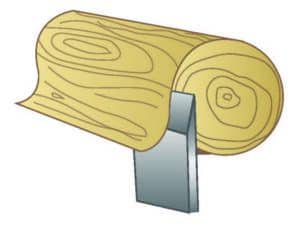
SLICED VENEERS
Sliced veneers are used exclusively for engineered flooring and decorative panels. With sliced veneers, the log is cut into a block called a cant, or sometimes halved into what is called a flitch, which is drawn across a very sharp-angled blade. The process is repeated until the whole cant has been turned into a pile of high-quality veneers. The appearance of sliced veneer is similar to sawn lumber and will have the same natural, physical, and strain characteristics. However, the slicing process has thickness limitations and can stress the wood fibers, resulting in knife checks.
ROTARY-PEELED VENEERS
Rotary-peeled veneers also are used exclusively for engineered flooring and decorative panels. With rotary-peeled veneers, full logs are positioned on a large lathe and spun against a sharp blade. The log continues to spin until the entire log has been turned into a pile of veneers. This technique produces the least amount of waste. Rotary-peeled veneers have a distinct, purely tangential grain pattern. The grain pattern will repeat on wide sheets. However, the peeling process has thickness limitations and can stress the wood fibers, resulting in lathe checks.
All wood flooring is not created equal. From the differences in species, to the tree, to how and where it is grown, to where it is sawn and how it is dried, to how it is milled and manufactured, many important aspects can affect the performance and appearance of installed wood flooring. The way the wood is cut affects how it is dried, how it will look, and how it will perform in the home or office once it is installed.
As nice as it sounds to be able to use this information to completely understand and predict how wood will perform, we must remember that wood is a natural resource that grows irregularly and is exposed to seasonal fluctuations through its lifetime. Wood grows in different soils, and can be exposed to different minerals within the same region. No two trees from the same species are identical, nor are two boards from the same tree identical, and properties can vary even within one individual plank of wood.
After species selection has been made, the next discussion item should be wood cut performance characteristics. This discussion with the end-user should be simple. When aesthetic considerations are less important than performance considerations, use the following general talking points:
• Narrow strips shrink and swell less than wider planks. The wider the plank, the more potential there is for dimensional changes in the wood. • Quartersawn flooring is the most dimensionally stable cut of wood. Riftsawn flooring would be a good second choice. • When hardness is the most important factor, end-grain is the hardest option. In general, end-grain may be 1.5x harder than the same board in the plainsawn cut. The next hardest cut would be quartersawn or riftsawn cuts. • Engineered wood flooring generally is more dimensionally stable than its solid counterpart. If you were to then place the most stable cut of wood on an engineered platform, you will have a very dimensionally stable plank of wood.
How wood is cut from the tree plays a critical role in so many variables, including how the finished floor will look, how the floor will perform, and what the floor can withstand over time. When making the final selection of what wood floor should go into the home, one of the most important factors to consider is the cut.
Written by Brett Miller, October 1, 2021 for the Hardwood Floors Magazine. Click here to view the article. Brett Miller is the vice president of technical standards, training, and certification for the National Wood Flooring Association and the technical editor of Hardwood Floors magazine.
Additional information can be acquired from the manufacturer’s technical department of the products used on your floor. The National Wood Floor Association (NWFA) can be an additional resource. They can be reached at 800-422-4556 or online at www.woodfloors.org.
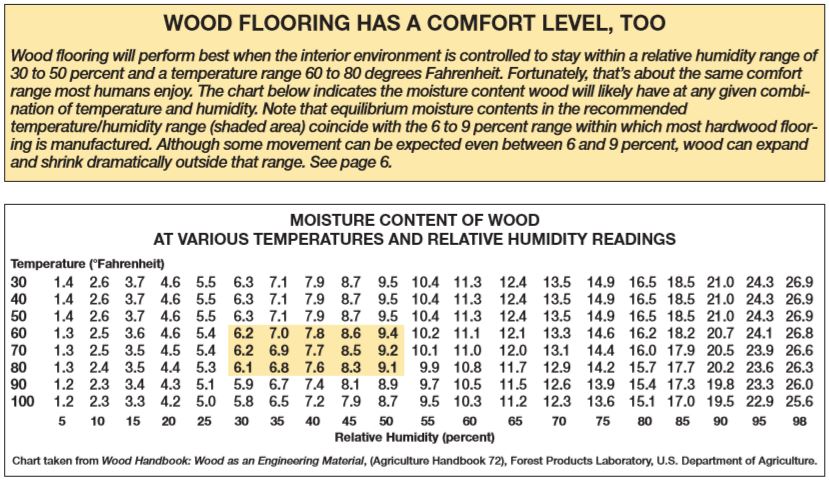
Even though wood has been cut, dried and milled into flooring, it is still a hydroscopic material and can accept and release moisture. When doing so, it can expand and contract. In extreme high or low moisture conditions, a floor can start to go through unsightly and unexpected changes and in worst cases, cause irreparable damage. The graph below can provide a good understanding of this comfort level.
As you see in the information below, the Forest Products Laboratory states that the comfort level of wood is at 60° – 80° and 30% – 50% relative humidity. These levels have been adopted by the National Wood Flooring Association and most flooring manufacturers as the levels at which hardwood flooring products will perform best. With this understanding of where wood performs best; manufactures have set their warrantee programs to mirror these levels.
When flooring is exposed to extreme conditions, either high or low, it will start to expand (when wet) or shrink (when dry). At this point, the floor may start to show evidence of these extreme conditions. Keeping your floors outside of the above mentioned parameters for an extended amount of time may cause irreparable damage. In many cases, exposing wood flooring to levels outside of this zone will void the manufacture’s warrantee.
Here are a few things that can be done to help maintain the correct conditions in a home:
Have a way to monitor temperature and humidity in the home.
If the HVAC thermostat does not have the ability to read humidity, inexpensive tabletop units can be purchased at most big box stores.
If the levels start to go outside the zone; use a humidifier or dehumidifier to control the moisture levels.
Standard heating and air conditioning systems may not be effective at controlling humidity levels. Additional humidity controlling devices may be necessary.
Make sure humidity control devices are maintained and always working properly.
Additional information can be acquired from the manufacturer’s technical department of the products used on your floor. The National Wood Floor Association (NWFA) can be an additional resource. They can be reached at 800-422-4556 or online at www.woodfloors.org.
Hardwood flooring is manufactured in many widths and cuts to provide a multitude of design opportunities per species of hardwood. One of which is wide plank floors 4” and greater and is chosen for the beauty and presence it brings to a room. Depending on the situation, you may be installing prefinished or site finished; engineered or solid flooring to meet the design the customer is requesting.
In most situations, utilizing the correct cleat or staple may be sufficient to fasten the flooring to the subfloor. This is evident in the manufacture’s installation guidelines as they may not recommend any additional holding of the flooring in addition to their recommended fastener.
Parts of the country see more extreme temperature and humidity swings between the summer and winter months. If correct living conditions are not maintained in the home, the flooring may be stressed and you may start to see unsightly gaps, fasteners starting to work free from the subfloor and possible cracking and popping sounds as you walk across the floor (see Info Bulletin #20). The best way to minimize the possibility of this happening is to add an adhesive assist to the fastening method. From the manufactures point of view, this extra holding power may not be necessary for the country as a whole but can be added security for a successful installation on jobs where these drastic swings in the climate exist.
An adhesive assist can be achieved in two different ways. The main goal is to add additional holding power in addition to the mechanical fastener. Below is a quick description on the ways to achieve this:
Option 1
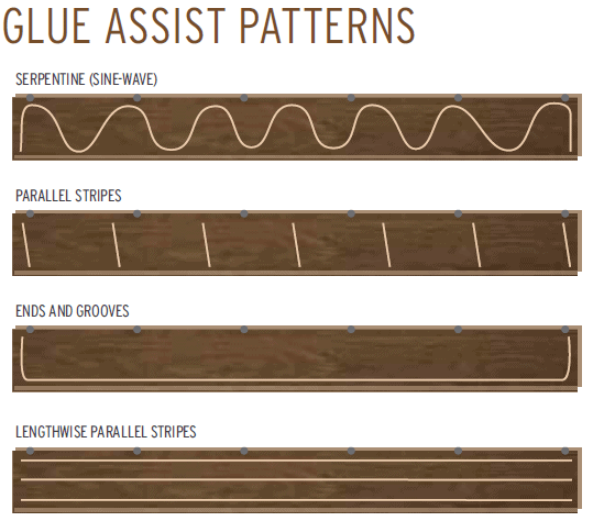
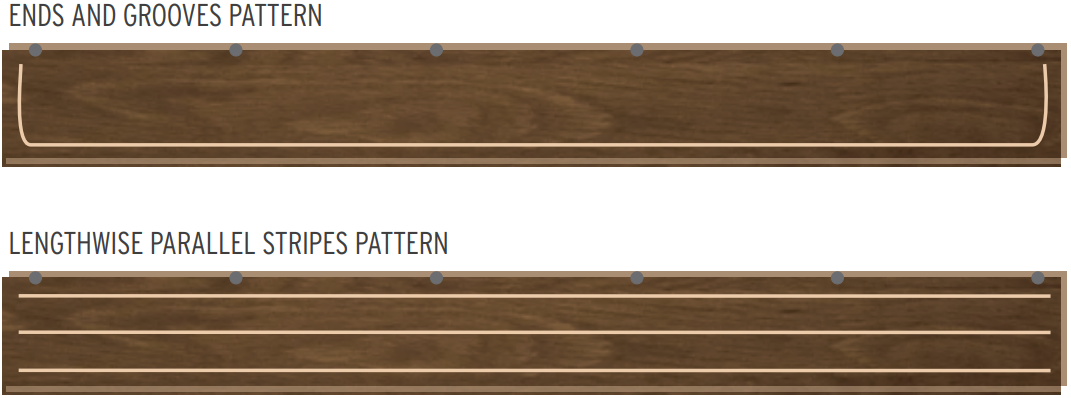
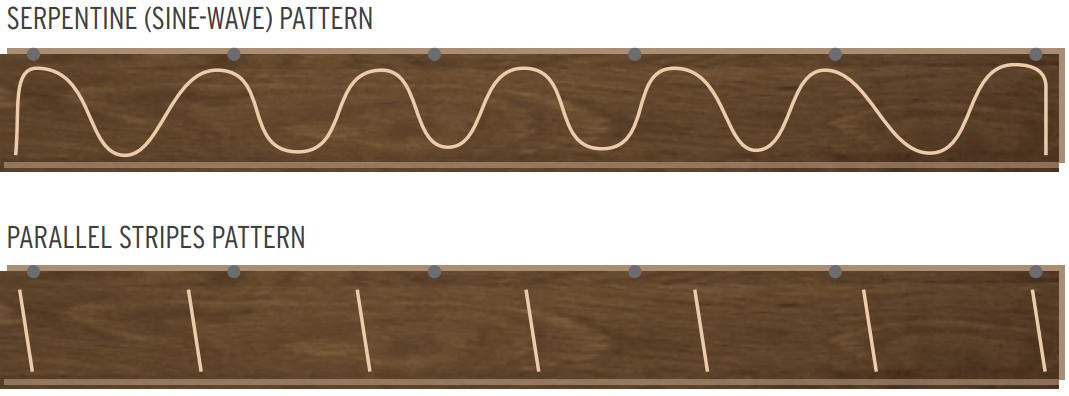
Using a hardwood flooring elastomeric tube adhesive (like these or equivalent) applied in strips onto the subfloor or the back of each board prior to nailing in each row. The NWFA lists a few common application methods. Choosing one of the methods from the below image will add additional holding power to minimize the possibility of squeaks, crackling and popping as the floor goes through seasonal changes.
When using the glue-assist method, you will no longer be able to install a traditional sheet-good vapor retarder. When nailing down wood flooring over a conditioned space that is maintained at the same conditions as the living/interior space, no vapor retarder is necessary. Wood floors installed in these conditions may be nailed with a glue-assist directly to the subfloor without use of a vapor retarder. Where wood flooring is being installed over unconditioned space, use of a liquid-applied, or similar Class II vapor retarder that is compatible with the flooring adhesive may be used to allow for a glue-assist directly to the subfloor.
IMPORTANT: When using a trigger-activated flooring nailer with the glue assisted installation method, the installer must either stand on the floor, or apply a downward pressure to the surface of each board as it is being nailed. This will ensure the flooring does not lift away from the subfloor causing unnecessary vertical movement or hollow noises.
Option 2
Using a full spread method utilizing a hardwood flooring adhesive. With this method, you would not need to use the standard adhesive trowel size that would be required to perform a full glue down application as you also have fasteners assisting the installation. A smaller notch trowel would be sufficient as long as you maintain the standard fastener schedule. This method also requires the removal of the paper vapor barrier. Your adhesive will act as the vapor retarder.
One of the above mentioned adhesive assist methods can be used on any hardwood flooring, solid or engineered and best used when the width of floor exceeds 4”. Even with the added holding power this may offer, the floor owner will still have to maintain correct temperature and humidity conditions for best performance of their floor and to maintain the manufacture’s warrantee.
Additional information can be acquired from the manufacturer’s technical department of the products used on your floor. The National Wood Floor Association (NWFA) can be an additional resource. They can be reached at 800-422-4556 or online at www.woodfloors.org.